Autogeen snijden Hoe en wat
Het autogeensnijden is in de metaalindustrie nog altijd het meest toegepaste thermische snijproces.
Deze populariteit ontleent het aan een aantal zaken.
- Zo is dit proces in staat diktes van 0,5 tot meer dan 1000 mm te snijden
- Zijn de kosten van de benodigde apparatuur op zich niet hoog
- Is het proces zowel met de hand als gemechaniseerd mogelijk.
|
Figuur 1: Machinaal autogeen snijden. |

De vele soorten verhittingsgas en typen snijmondstuk hebben allen een wezenlijke invloed op de snijkwaliteit en -snelheid.
Principe van het proces
Het principe van het snijproces wordt in fig. 1 weergegeven. Een mengsel van zuurstof en een verhittingsgas wordt gebruikt om het metaal tot de ontstekingstemperatuur te verhitten. Voor staal ligt dit rond de 1100 oC (kleur helder rood), wat voldoende ver onder het smeltpunt is.
Een zuurstofstraal wordt aansluitend op de verhitte plaats gericht, waarna een sterke exotherme reactie tussen het metaal en de zuurstof wordt gestart, wat uiteindelijk resulteert in de vorming van een oxide of slak.
De zuurstofstraal blaast de slak weg, waardoor de straal uiteindelijk door het materiaal heen snijdt.
 |
Figuur 2: Het principe van autogeen snijden. |
Er zijn vier basis voorwaarden waaraan een materiaal moet voldoen om succesvol met deze methode gesneden te kunnen worden.
- De ontstekingstemperatuur moet voldoende onder de smelttemperatuur liggen. Is dit niet het geval, dan zal het materiaal al smelten voor het gesneden wordt.
- Het smeltpunt van de ontstane slak moet lager zijn dan van het basis materiaal. Is dit niet het geval, dan kan de slak niet door de zuurstofstraal uit de snede geblazen worden en zal deze zich aan de onderkant hechten
- De exotherme reactie tussen de zuurstofstraal en het basismateriaal moet zoveel warmte genereren, dat de ontstekingstemperatuur gehandhaafd blijft
- De hoeveelheid gasvormige producten die tijdens het snijproces ontstaat, dient minimaal te zijn, omdat anders de zuurstofstraal sterk verontreinigd wordt.
Omdat roestvast staal, gietijzer en de non-ferro materialen een slak of oxide vormen, waarvan het smeltpunt ver boven dat van het basismateriaal ligt, zijn deze zonder een kunstgreep niet met het autogene proces te snijden.
In het verleden werd dan wel gebruik gemaakt van het z.g. poedersnijden, maar na de introductie van het plasmasnijden komt dit nog slechts sporadisch voor.
Zuiverheid van de zuurstof
De snijsnelheid en de snedekwaliteit worden voor een groot gedeelte door de zuiverheid van de zuurstof bepaald. Via het ontwerp van het snijmondstuk kunnen zodanige condities geschapen worden dat de zuurstofstraal niet door de omgevingslucht verontreinigd wordt.
De zuiverheid van de zuurstof voor het autogeen snijden dient minstens 99,5% te zijn, dat ook wel aangegeven wordt als O2 2.5.
Hoe belangrijk dit is blijkt wel uit het feit, dat een daling van de zuurstofkwaliteit met 1%, een daling van de snijsnelheid met 25% en een stijging van het gasverbruik van eveneens 25% tot gevolg heeft. Dit vertaalt zich direct in hogere kosten van het snijden.
Keuze van het verhittingsgas
De verbranding van het verhittingsgas vindt in twee zones plaats. De primaire verbranding vindt plaats in de kegel van de vlam onder de vorming van koolmonoxide en waterstof. Deze reactie verloopt in het geval van acetyleen a.v.
2C2H2 + 2O2 ==> 4CO + 2H2
In de mantel of pluim van de vlam vindt de secundaire verbranding plaats, maar hier dan met behulp van de zuurstof uit de omringende lucht en volgens de volgende reactie.
4CO + 2H2 + 3O2 ==> 4CO2 + 2H2
Voor autogene processen zoals hier het snijden, zijn alleen de eigenschappen van de primaire verbranding van belang.
Dit zijn:
- Vlamtemperatuur - de hoogste temperatuur wordt aan de punt van de vlamkegel gemeten
- Gas - zuurstofverhouding - Dit is de hoeveelheid O2, die nodig is om het verhittingsgas te verbranden. Dit is overigens ook afhankelijk van de vlaminstelling, die neutraal, oxiderend of reducerend kan zijn.
- Primaire verbrandingswaarde - Dit is de hoeveelheid warmte die vrijkomt tijdens de primaire verbranding, dus in de kegel van de vlam.
De meest bekende en gebruikte verhittingsgassen zijn acetyleen, propyleen, propaan, aardgas en de mengsels van vloeibare koolwaterstoffen, vaak wel aangeduid als Mapp SGas. De eigenschappen van deze gassen worden in de tabel weergegeven.
Eigenschappen als, benodigde voorwarmtijd, snijsnelheid en gastspuitsnelheid worden bepaald door de vlamtemperatuur, verbrandingswaarde en verbrandingssnelheid.
Verhittingsgas |
Maximale Vlamtemperatuur oC |
Gas - zuurstof verhouding |
Verbrandingswaarde kJ/m3 |
|
Primair |
Secundair |
|||
Acelyleen |
3160 |
1,5 : 1 |
18 890 |
35 882 |
Propaan |
2810 |
4,3 : 1 |
10 443 |
85 325 |
Propyleen |
2872 |
3,7 : 1 |
16 000 |
72 000 |
Aardgas |
2770 |
1,8 : 1 |
1 490 |
35 770 |
Mapp S Gas |
2927 |
3,3 : 1 |
15 445 |
56 431 |
Tabel - Eigenschappen diverse verhittingsgassen.
Acetyleen
Van alle verhittingsgassen heeft acetyleen veruit de hoogste vlamtemperatuur, namelijk 3160 oC bij verbranding in zuurstof. De hetere vlam heeft een kortere voorwarmtijd en kortere gatspuittijd tot gevolg, ca. een derde van die bij propaan.
De hogere verbrandingssnelheid (7,4 m/s vergeleken met 3,3 m/s voor propaan) en de hogere verbrandingswaarde in de vlamkegel (18 890 kJ/m3 vergeleken met 10 433 kJ/ m3 bij propaan) zorgen voor een zeer intense vlam aan het plaatoppervlak. Dit resulteert bij het snijden in een geringere warmte beïnvloede zone en minder vervorming.
Propaan
Propaan, dat naast acetyleen voor het autogeen snijden veel toegepast wordt heeft, zoals al aangegeven een lagere vlamtemperatuur. De totale verbrandingswaarde (primair en secundair) van propaan is weliswaar hoger dan voor acetyleen, maar voor de autogene processen is uitsluitend de primaire verbranding van belang.
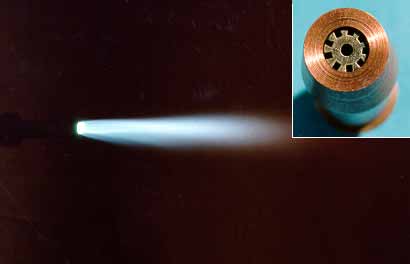
Figuur 2 en 3 laten de typische vorm van een acetyleen en propaan vlam zien, waarbij duidelijk de scherpere vorm van de acetyleen vlam te herkennen is. Het resultaat hiervan is, dat zowel de gatspuit snelheid als de snijsnelheid lager is dan bij acetyleen.
Het zuurstofverbruik bij de maximale vlamtemperatuur ligt bij propaan ook hoger dan bij acetyleen, namelijk 4,3 : 1 tegenover 1,5 :1. Met andere woorden, in vergelijking met acetyleen is voor de verbranding van 1 m3 propaan ongeveer drie maal zoveel m3 zuurstof nodig.
 |
Figuur 3. Acetyleen pit met bijbehorend vlambeeld. |
|
Figuur 4. Propaan pit met bijbehorend vlambeeld. |
Mapp SGas
Dit is een mengsel van diverse vloeibare koolwaterstoffen, zoals methylacetyleen, propadieen, en propyleen. De vlamtemperatuur is relatief hoog, ca. 2980 oC bij een primaire verbrandingswaarde van 15 445 kJ/m3, wat lager is dan bij acetyleen, maar hoger dan bij propaan.
De secundaire verbrandingswaarde is, evenals bij propaan en aardgas hoog, maar voor het autogeen snijden is dit slechts van gering belang aangezien uitsluitend met de energie van de vlamkegel gewerkt wordt.
Mapp SGas kan met een hogere druk dan acetyleen worden gebruikt, waardoor het zich uitstekend leent voor het onderwater snijden op grote diepte. Daarnaast komt dissociatie van het gas - het (explosief) uiteen vallen in zijn componenten - zoals dit bij acetyleen bij iets verhoogde druk kan plaatsvinden, niet voor.
Propyleen
Propyleen is een verhittingsgas, dat als bijproduct bij de raffinage van aardolie vrijkomt. Het heeft nagenoeg dezelfde vlamtemperatuur als Mapp SGas (2872 oC vergeleken met 2927 oC voor Mapp SGas) maar is een stuk heter dan propaan.
De secundaire verbrandingswaarde van de vlam is evenals bij propaan hoog - 72 000 kJ/m3 -, maar dit is voor de toepassing bij autogene processen slechts van geringe waarde. Ook het zuurstofverbruik bij de maximale vlamtemperatuur is evenals bij propaan, hoog.
Aardgas
Aardgas heeft de laagste vlamtemperatuur en laagste primaire verbrandingswaarde van alle hier genoemde verhittingsgassen. De vlamtemperatuur is vergelijkbaar met die van propaan, maar het is met name de geringe primaire verbrandingswaarde die dit gas minder geschikt maakt voor het autogeen snijden.
Slotopmerking
Bij de keuze van het verhittingsgas zijn er een aantal aspecten die een belangrijke rol spelen, zoals:
- De kostprijs van het betreffende gas. Dit is, zij het in geringe mate terug te vinden in de kostprijs per gesneden meter of gesneden product
- Het bij het gas behorende verbruik aan zuurstof. Het ene gas vraagt per m3 nu eenmaal veel meer zuurstof dan het andere
- Hoe makkelijk is het gas bij groot verbruik in bulk aan te voeren. Moet dit per pakket of is de levering als vloeibaar product in een tank ook mogelijk.
- De optimaal haalbare snijsnelheid. Van alle aspecten is dit de meest belangrijke, omdat de snij snelheid de uiteindelijke kostprijs bepaalt. En dan is het mogelijk dat het duurdere acetyleen door zijn hoge snijsnelheid veel lagere snijkosten tot gevolg heeft.